OEM Kucie Duży pierścień ze stali stopowej Pojedynczy podwójny spiralny obwód w jodełkę z obróbką CNC
Możemy produkować duże koła zębate do kucia, odlewania i spawania zgodnie z rysunkami klienta. Zgodnie z warunkami pracy i
na życzenie klientów możemy również szlifować koła zębate, utwardzać powierzchnie, cementować i hartować, azotować i hartować itp.
|
Materiał
|
Stal węglowa, stal stopowa
|
|
Standard
|
ASTM DIN .EN GOST JIS ITP
|
|
Struktura
|
Kucie, odlewanie i spawanie
|
|
Moduł przekładni
|
8-120
|
|
Szlifowanie kół zębatych
|
Moduł MAX 24
|
|
Średnica koła zębatego:
|
MAKSYMALNIE 13 000 mm
|
|
Średnica przekładni spiralnej:
|
MAKS.2 200 mm
|
|
Długość wału zębatego:
|
MAKSYMALNIE 5 000 mm
|
|
Oferowana usługa OEM
|
Według rysunków klienta
|
|
Oferowane segmenty przekładni:
|
Zgodnie z życzeniami klientów
|
|
Obróbka cieplna
|
Utwardzanie obudowy Q&T
|
|
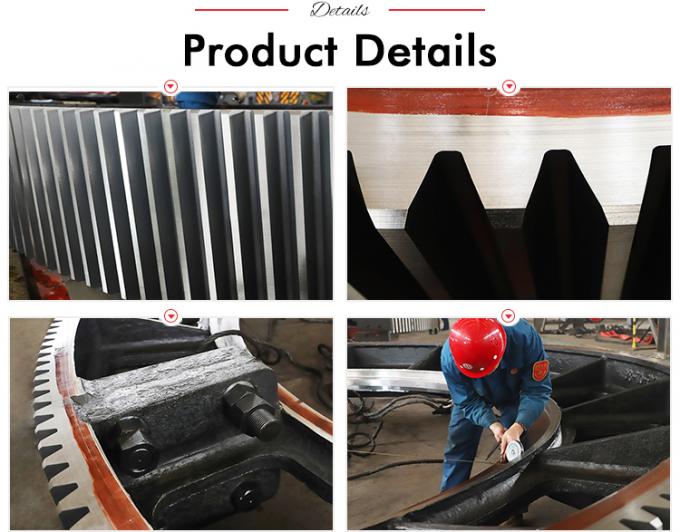
Dostarczamy wieńce zębate w trzech różnych wykonaniach
1. Stal prefabrykowana
- kuty pierścień
- płyta walcowana
Staliwo
Żeliwo sferoidalne (sferoidalne).
Fabrykowane koła zębate stały się bardziej powszechne w przeszłości i są zbudowane z kutych stalowych materiałów obręczy kół zębatych i spawanej elektrycznie konstrukcji nadwozia.Pierścienie są wykonane z całego bloku stali stopowej o wysokiej wytrzymałości.Po zgrubnej obróbce pierścienia przeprowadzamy hartowanie i odpuszczanie w celu poprawy właściwości mechanicznych, a tym samym odpowiednich parametrów.
Zalety gotowych wieńców zębatych
1. Struktura materiału kutego wyklucza ryzyko wtrąceń
2. Unika się wad struktury, takich jak dziury gazowe, mikroskurcze, dziury po szpilkach, gorące łzy, wtrącenia piasku i żużla
3. Dzięki temu nie jest wymagane naprawcze spawanie konstrukcji karoserii i np. szlifowanie obszarów uzębionych.
4. Wykonana procedura produkcyjna wyklucza potrzebę stosowania szablonów i podstopnic
5. Materiał obręczy ma wyższą twardość i większą wytrzymałość niż materiał użyty do konstrukcji bazowej (tj. środnika, klinów)
Cechy
1. Zewnętrzne zęby
Maksymalna średnica: 16000 mm
Szerokość powierzchni zębatej: 1700 mm
Maksymalny moduł: 45 na płytę
Maksymalny moduł: 65 frez do wykańczania kół zębatych
2. Zęby wewnętrzne
Maksymalna średnica: 6500 mm
Maksymalny moduł: 25,4
Szerokość powierzchni zębatej: 400 mm
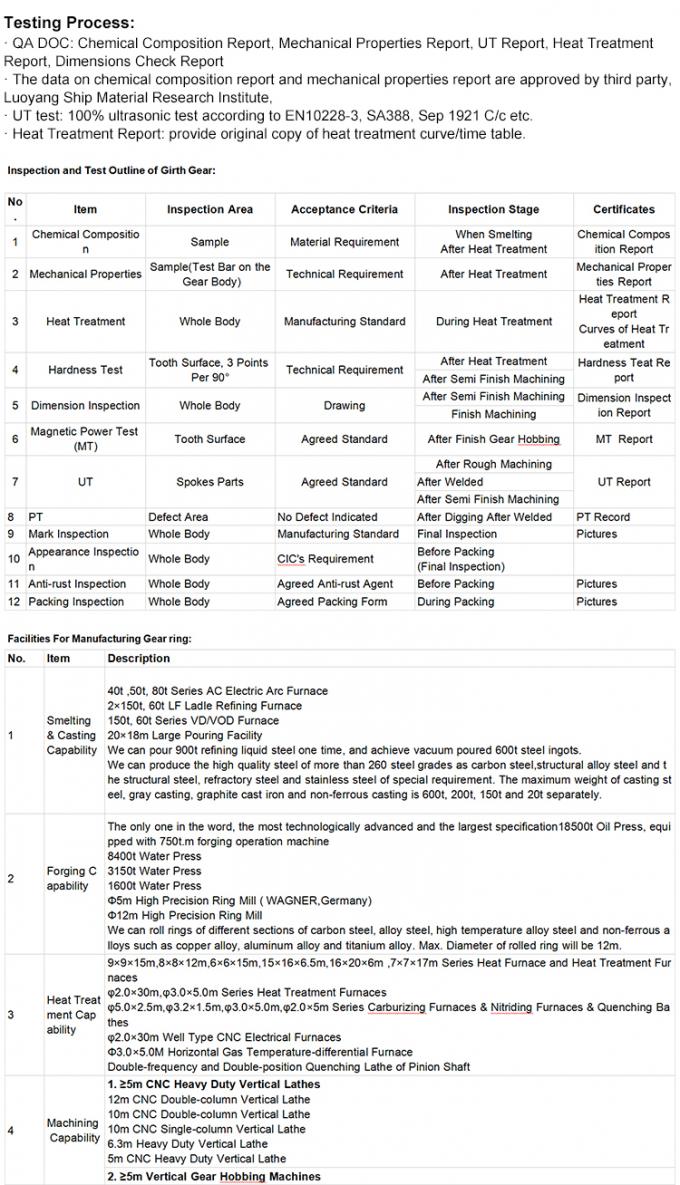
Proces kucia materiału
Kucie
Końcowe walcowanie
Chłodzenie pieca
Kontrola na produkcji
Gaszenie wody
Badanie twardości
Obróbka zgrubna
Badania ultradźwiękowe i kontrola wymiarowa
Certyfikat kontroli końcowej
Normy/Certyfikaty
UNI EN ISO
AWS
ASTM
JAK JA
HAŁAS
Aplikacje
Nasze wieńce zębate znajdują zastosowanie w przemyśle cementowym i mineralnym:
Różne typy frezów poziomych
Suszarki obrotowe
Piece obrotowe
Każde inne zastosowanie dużego pierścienia zębatego
Specyfikacja odlewów staliwnych do młynów
D.Protokół kontroli ultradźwiękowej (przed i po naprawie)
mi.Raport z kontroli magnetyczno-proszkowej (przed i po naprawie)
F.Raport wymiarowy
G.Mapy naprawy spoin
H.Procedury spawania i zapis kwalifikacji procedury
I.Kwalifikacja spawacza
J.Kwalifikacje inspektora badań nieniszczących
|
Przedmiot
|
Cechy konstrukcyjne
|
Miara przetwarzania
|
Treść testu
|
|
Popręg
|
(1) Stal stopowa GS42CrMo4 (własne normy korporacyjne)
HB 220~240
(2)półstrukturalne, Y-Spoke
(3)Spiralny
(4) rozsądna konstrukcja uszczelniająca i wyrównująca ze stali stopowej (własne standardy korporacyjne)
|
(1) zewnętrzna rafinacja stali (RH argon i obróbka próżniowa)
(2) zastrzeżona technologia wiszącego piasku na zimno, aby zapewnić odlewanie, gęste zęby
(3) normalizacja (technologia zastrzeżona), aby zapewnić twardość powierzchni zęba
Po
(4) zgrubne hobbing, czas zwolnienia, naprawa powierzchni złącza, a następnie drobna rolka
(5) zastrzeżona domowa płyta kuchenna z drobnym obwiednią
|
(1)właściwości mechaniczne i skład chemiczny odlewów (wzorzec wewnętrzny)
(2) obróbka zgrubna po testach dźwiękowych
(3) półwykańczanie, wykańczanie po badaniach ultradźwiękowych i kontroli magnetyczno-proszkowej
(4) kontrola cząstek magnetycznych powierzchni zęba, test twardości
(5) kontrola tolerancji zębów
(6) test obciążenia zespołu fabrycznego w celu sprawdzenia dokładności rozmiaru przekładni
|

Wymagania techniczne dużego pierścienia zębatego CITICIC:
1) jest poddawany obróbce wstępnej przed normalizacją utwardzania powierzchni, twardość powinna wynosić HB210 ~ 250;właściwości mechaniczne to wytrzymałość graniczna Rb 690MPa, granica plastyczności Rs 490MPa, wydłużenie D5 11%, redukcja powierzchni W 25%, udarność Ak 30J;zęby hartowane indukcyjnie, twardość HRC50 ~ 55;efektywna głębokość warstwy utwardzonej 3 ~ 5mm.
2) ogólne wykrywanie wad ultradźwiękowych, jakość wewnętrzna powinna spełniać dwa wymagania normy GB7233-87;kontrola cząstek magnetycznych zębów i filetów, jakość powinna spełniać dwa wymagania normy GB / T9444-88.
3) Zwróć uwagę, że odlew nie jest zaokrąglony R5 ~ R10.
4) Sfazowanie zębów na obu końcach i 1 45b.5) o szerokość zęba dwóch i pół koła koronowego każdego sprzęgła pierścieniowego wzdłuż krawędzi całego pierścienia wykonanego śrubami o wysokiej wytrzymałości, połączone z powierzchnią zęba musi znajdować się na dole pośrodku .
2 duży proces produkcji koła zębatego
2,1 z grubsza
Półwyrób do odlewania stali jest dostarczany przez CITIC Heavy Machinery Co., Ltd. Zakład Heavy Forging, prowadzony zgodnie z normą GB11352-89, określa wymagania dotyczące modelowania zgodnie z procesem odlewania, wytapiania, odlewania, hit boxów, czyszczenia, obróbki odlewów;Podczas kontroli i akceptacji rysunków i wymagań technicznych dla blachy stalowej
Czeki, zgodnie z normami JB/T6402-92 wystawione po odbiorze
Procedura w dół.
2.2 obróbka zgrubna
Przecinane przez rysowanie i pozostawanie poza naddatkiem, osiowanie, łączenie, obróbkę zarówno wewnątrz, jak i na zewnątrz okręgu, łączenie frezowania czołowego, wiercenia i innych procesów.
2.3 Uraz eksploracyjny
Ogólne wykrywanie wad ultradźwiękowych, jakość wewnętrzna powinna spełniać dwa wymagania standardów GB7233-87.
2.4 normalizująca obróbka wstępna
Obróbka normalizująca i odpuszczająca par półpierścieniowych zapewnia dobrą organizację późniejszego utwardzania powierzchniowego;rysunki prasowe odkształcenia półpierścienia zębatego kontrola po obróbce cieplnej.
2.5 Obróbka skrawaniem
Pierwszy dwa i pół pierścienia jest wykonany ze śrub o wysokiej wytrzymałości łączących pierścień jako całość, cały proces polega na narysowaniu okręgu zębów Quannei Wai oraz górnego i dolnego końca, a następnie rysowaniu i obróbce wymagań dotyczących procesu frezowania.
2.6 Eliminacja stresu przetwórczego
Cały pierścień wyżarzany w celu wyeliminowania naprężeń.
2.7 całkowite utwardzenie powierzchni pierścienia
JEŚLI wzdłuż powierzchni zęba zębodołowego utwardzanie indukcyjne, twardość HRC50 ~ 55, efektywna głębokość utwardzonej warstwy 3 ~ 5mm.
2.8 Kontrola końcowa
Po pierwsze, hartowanie częstotliwości wykrywania, twardość po hartowaniu koła zębatego zębatego spełnia wymagania rysunków;po drugie, aby wykryć, czy maksymalna średnica zewnętrzna większy rozmiar D6944 jako odkształcenie 3mm, wymagana jest mechaniczna korekcja do czasu kwalifikacji;Po trzecie, kontrola cząstek magnetycznych zębów i filetów, jakość powinna spełniać dwa wymagania standardowe wymagania GB / T9444-88;Wreszcie, zgodnie z rysunkami i wymaganiami technicznymi do kontroli końcowej.
| NIE. |
proces |
przetwarzanie
mierzyć
|
przetwarzanie
sprzęt
|
program z testy |
kontrola sprzęt |
|
1
|
przygotowywać
|
1. Materiał: wysokiej jakości staliwa
2. Formułować rozsądny proces odlewania i zapewniać jakość odlewów za pomocą komputerowej symulacji krzepnięcia
3. Sformułuj rozsądny proces wytapiania, aby zapewnić skład chemiczny odlewu
4. Sformułuj rozsądny proces obróbki cieplnej, aby zapewnić
Sprawdź właściwości mechaniczne odlewu
|
|
|
|
|
2
|
modelowanie
|
1. Ściśle kontroluj jakość piasku typu (rdzeniowego), zapewnij siłę i kontrolę wody
2. Ubijanie piasku, polerowanie nachylonej powierzchni, dwukrotnie pędzel
3. Umieść pion do nalewania i zimne żelazko zgodnie z wymaganiami procesu
4. Oczyść i upiecz zgodnie z wymaganiami
wgłębienie
|
piasek mikser
|
Sprawdź jakość piasku rodzajowego (rdzeniowego) i powierzchniowego
2. Sprawdź rozmiar ubytku
Sprawdź czas pieczenia
|
|
|
3
|
Odlewanie do wytapiania
|
1. Wybierz surówkę o niskim SP, wybierz złom stalowy, materiały pomocnicze i stop pieca do pieczenia zgodnie z procesem
2. Zgodnie ze specjalnym procesem wytapiania, wykonaj stal
Elementy niebezpieczne SP spełniają standardy kontroli wewnętrznej
3. Gotową stopioną stal poddaje się obróbce argonem w kadzi i odgazowaniu cyrkulacji próżniowej RH, aby ujednolicić skład stopionej stali, szkodliwą redukcję tlenu (H, O), równomierną temperaturę, zwiększyć płynność stopionej stali, aby zapewnić dobre płynne uzupełnianie odlewu i zapobieganie porowatości odlewu i innym defektom
Ściśle kontroluj temperaturę odlewania i prędkość odlewania zgodnie z przepisami
|
Piec 50 ton
Sprzęt do odgazowywania cyrkulacji próżniowej Rh do kadziowego urządzenia do wydmuchiwania argonu
|
1. Materiały pieca muszą spełniać wymagania technologiczne
2. Kontroluj temperaturę karmienia, ilość karmienia, czysty czas wrzenia, temperaturę stali
3. Spektrometr bezpośredniego odczytu służy do szybkiego wykrywania składu chemicznego przed piecem, aby zapewnić, że sprzęt jest w najlepszym stanie podczas topienia, a skład chemiczny gotowego produktu spełnia wymagania podczas zalewania
4. Sprawdź parametry przedmuchu argonem i obróbki próżniowej RH
5. Sprawdź temperaturę początkową i
Czas nalewania
|
Spektrometr z bezpośrednim odczytem
Sprzęt fizyczny i chemiczny
|
|
4
|
Czyszczenie i obróbka cieplna
|
1. Wewnętrzny czas zachowania ciepła formy odlewniczej nie powinien być krótszy niż wymagania procesu
2. Piaskowanie, śrutowanie, cięcie i zalewanie nadlewów spełniają wymagania technologiczne
3. Ściśle przeprowadzić ślepą obróbkę cieplną
Aby zapewnić jednorodność temperatury pieca i udoskonalić oryginalną strukturę odlewu
|
50t
Obojętna spadająca maszyna do piasku i
8,5 × 12 m
Piec do obróbki cieplnej
|
1. Sprawdź zapis temperatury pieca
2. Próbka jest poddawana obróbce cieplnej z odlewem w tym samym piecu, a właściwości mechaniczne są natychmiast wysyłane do sprawdzenia
3. Sprawdź jakość powierzchni półwyrobu
Ilość, wymiar geometryczny i naddatek na obróbkę
|
Sprzęt fizyczny i chemiczny
|
|
5
|
surowy obróbka skrawaniem |
1. Naddatek rezerwowy na obróbkę zgrubną zgodnie z przepisami technologicznymi
Zabieg sztucznego starzenia
|
Tokarka pionowa
8,5 × 12 m
Piec do obróbki cieplnej
|
Sprawdź rozmiar
Kontrola wzrokowa pod kątem wad kontrola ultradźwiękowa
|
Ultradźwiękowy
Testowanie
|

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!