Fabryczna sprzedaż bezpośrednia młyna kulowego młyna obrotowego do pieca obrotowego
|
Nazwa produktu
|
wieniec ze stali koła zębatego
|
|
Waga
|
Maksymalnie 120 MT pojedynczego kawałka
|
|
Aplikacje
|
branże
|
|
Zakres modułów
|
10 Moduł do 70 Moduł.
|
|
Średnica
|
Min. 100 mm do 16 000 mm.
|
|
Waga
|
Maksymalnie 120 MT pojedyncza sztuka.
|
|
Wydajność skrawania kół zębatych
|
Średnica 100 mm do średnicy 16000 mm, 10 modułów do 70 modułów
|
| Zęby zewnętrzne |
| Maksymalna średnica |
16000 mm |
| Szerokość twarzy ząbkowanej |
1700 mm |
| Maksymalny moduł |
45 przez hob |
| Maksymalny moduł |
65 narzędzi do wykańczania kół zębatych |
| Zęby wewnętrzne |
| Maksymalna średnica |
6500 mm |
| Maksymalny moduł |
25,4 |
| Szerokość twarzy ząbkowanej |
400 mm |
Koła zębateOferowane produkty znajdują szerokie zastosowanie w różnych sektorach przemysłu, m.in. w hutach żeliwa gąbczastego, przemyśle stalowo-cementowym, górnictwie, elektrowniach wiatrowych oraz w innych sektorach przemysłu.Są one dostępne w zakresie modułów od 10 modułów do 70 modułów oraz w minimalnych średnicach od 100 mm do 15000 mm.Ponadto obejmują one maksymalną wagę pojedynczych sztuk 70 ton.Tutaj asortyment hartowanych i szlifowanych przekładni/przekładni obejmuje przekładnie ślimakowe, przekładnie/przekładnie śrubowe/podwójnie śrubowe, przekładnie walcowo-stożkowe, przekładnie planetarne i inne.
Maszyny do cięcia kół zębatych ZTIC obejmują:
- Frezarka CNC Ø16m
- Maszyna do cięcia kół zębatych Ø12m (Szwajcaria)
- Frezarka obwiedniowa Ø10m (Niemcy)
- Szybkobieżna frezarka CNC Ø4m (Niemcy)
- Frezarka do frezowania poziomego CHC Ø1,6 m (Niemcy)
- Szlifierka do profili CNC Ø5m (Niemcy)
- Szlifierka do profili CNC Ø2,8 m (Niemcy)
- Szlifierka do profili CNC Ø1,25m (Niemcy)
- Szlifierka do profili CNC Ø1m (Niemcy)
- Szlifierka do kół zębatych Ø0.8m CNC (Niemcy)
- Automatyczny pozycjoner
Zakres modułów: Moduł 10 do modułu 70.
Średnica: Min. 100 mm do 16 000 mm.
Waga: Maksymalnie 120 MT pojedyncza sztuka.
Hartowane i szlifowane skrzynie biegów/koła zębate:
- Przekładnie ślimakowe
- Przekładnie/przekładnie śrubowe/podwójne śrubowe
- Przekładnie walcowo-stożkowe
- Przekładnie planetarne
- Hartowane i szlifowane koła zębate walcowo-stożkowe i stożkowe koła zębate/skrzynie biegów.
- Zębatka i koła zębate
Oceny:
- Min. 3 KM do maks. 1400 KM
- Typ smarowania rozbryzgowego / wymuszonego
Wyślij zapytanie
Z ponad 1000 wieńców zębatych sprzedawanych na całym świecie ZTIC Gear jest wiodącym dostawcą w przemyśle cementowym i mineralnym.A jako członek AGMA (American Gear Manufacturers Association) aktywnie uczestniczymy w określaniu standardów obliczania wartości znamionowych przekładni i współczynników serwisowych.
Dostarczamy wieńce zębate w trzech różnych wzorach
Produkowane koła zębate stały się bardziej powszechne w przeszłości i są konstruowane z kutych stalowych materiałów obręczy i spawanej elektrycznie konstrukcji korpusu.Pierścienie są produkowane z całego bloku stali stopowej o wysokiej wytrzymałości.Po obróbce zgrubnej pierścienia przeprowadzamy hartowanie i odpuszczanie cieplną obróbkę cieplną w celu poprawy właściwości mechanicznych, a tym samym jego odpowiedniej wydajności.
Zalety wyprodukowanych wieńców zębatych
-
Kuta struktura materiału wyklucza ryzyko wtrąceń
-
Unika się defektów struktury, takich jak otwory gazowe, mikroskurcz, otwory po szpilkach, gorące łzy, wtrącenia piasku i żużla
-
Dzięki temu nie jest wymagane spawanie naprawcze konstrukcji nadwozia i np. szlifowanie obszarów zębatych.
-
Prefabrykowana procedura produkcyjna wyklucza konieczność stosowania wzorów i podstopnic
-
Materiał obręczy ma wyższą twardość i wyższą wytrzymałość niż materiał użyty do konstrukcji spodniej (tj. środnik, wstawki)
Te cechy skrócą czas realizacji i koszty.Produkcja sfabrykowana zapewnia szybką dostawę.
Jest to szczególnie korzystne w sytuacji awaryjnej, gdy uszkodzona jest istniejąca felga zębata
Cechy
-
Zęby zewnętrzne
Maksymalna średnica: 16000 mm
Szerokość czoła ząbkowanego: 1700 mm
Maksymalny moduł: 45 na płytę
Maksymalny moduł: 65 narzędzi do wykańczania kół zębatych
-
Zęby wewnętrzne
Maksymalna średnica: 6500 mm
Maksymalny moduł: 25,4
Szerokość czoła ząbkowanego: 400 mm
Proces kucia materiału
• Kucie
• Walcowanie końcowe
• Chłodzenie pieca
• Kontrola produkcji
• hartowanie w wodzie
• Badanie twardości
• Obróbka zgrubna
• Badania ultradźwiękowe i kontrola wymiarów
• Certyfikat kontroli końcowej
Normy/Certyfikaty
• UNI EN ISO
• AWS
• ASTM
• JAK JA
• DIN
Aplikacje
Nasze wieńce znajdują zastosowanie w przemyśle cementowym i mineralnym:
• Różne typy młynów poziomych
• Suszarki obrotowe
• Piece obrotowe
• Wszelkie inne duże zastosowanie pierścieni zębatych
Koło zębate
ZTIC Gear zainwestował w znaczne zasoby i osiągnął wiele innowacji dzięki zębnikom.Właściwa kombinacja materiału, twardości i wykończenia pomiędzy zębnikiem a przekładnią ma kluczowe znaczenie dla długiej żywotności zainstalowanego sprzętu.Projektujemy i produkujemy koła zębate dostosowane do potrzeb każdego klienta, bez względu na to, jak wyjątkowa może być sytuacja.
Konstrukcja zębnika
- znudzony
- pełny na wale / integralny
- samoukierunkowany
- ostroga, spiralna lub podwójna spiralna
Materializacja
- kuta stal stopowa
- poprzez hartowanie, nawęglanie lub hartowanie i odpuszczanie
- Ostroga, spiralna lub podwójna spiralna
- nawęglany
- wprowadzenie
- azotowany
Charakterystyka
- cięcie kół zębatych z płytami grzejnymi
- jakość przekładni sprawdza tester profilu
- modyfikacja boku zęba
- korekta profilu
- korekcja ołowiu (prosta/beczkowa)
- wzory/współczynniki wg ISO-DIN-AGMA
- Oprogramowanie do symulacji MES/MES
Normy/Certyfikaty
- UNI EN ISO
- AWS
- ASTM
- JAK JA
- HAŁAS
Aplikacje
Nasze koła zębate znajdują zastosowanie w przemyśle cementowym i mineralnym:
- Kula - młyny
- ROD - młyny
- Mielenie półautogeniczne (SAG)
- Piece obrotowe/chłodziarki/suszarki
Zalety
- Jedno źródło
- Rysunki techniczne dotyczące produkcji oryginalnego sprzętu (OEM)
- Ekspertyza techniczna w zakresie uzębień dla pieców i młynów mielących
- Najnowocześniejsze zakłady produkcyjne i jakość
- Globalna sprzedaż i wsparcie serwisowe
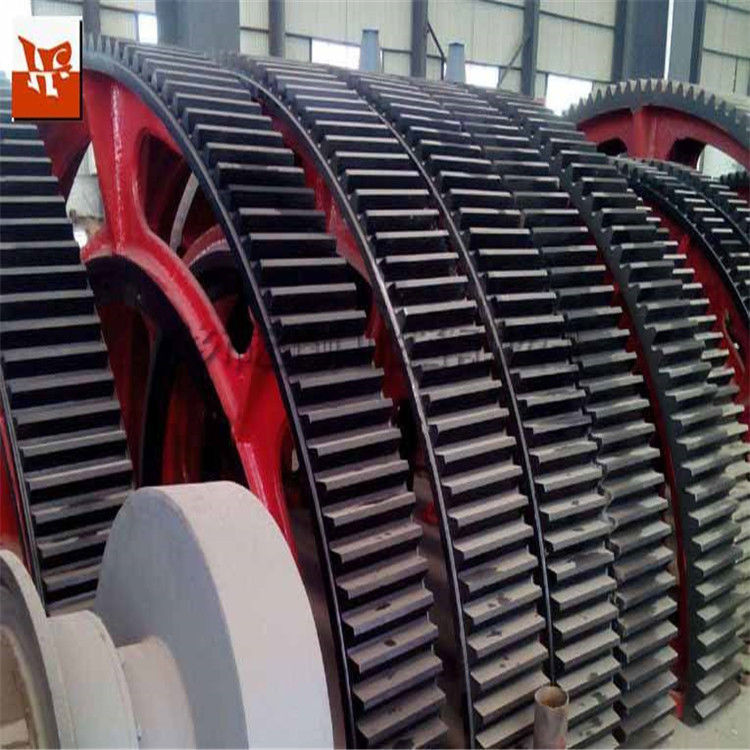
Obrotowe koła zębate pieca
Jesteśmy wiodącym dostawcąKoła zębate w piecudla różnych roślin wymienionych poniżej.
- Rośliny z gąbki 50TPD 100TPD 300TPD350TPD,500TPD,1000TPD
- Cementownie zgodnie z wymaganiami klienta
- Koła zębate do kopalń fosforanów, wytwórnia tlenku glinu, kaolin-bentonit
Wydajność skrawania kół zębatych:
- Średnica 100 mm do średnicy 16000 mm
- 10 modułów do 70 modułów
Koła zębate pieca są dostępne głównie w wersji dwuczęściowej, czteroczęściowej, 8-częściowej lub wielosegmentowej, zgodnie z wymaganiami i przydatnością do zastosowania przekładni.
W zakresie elementów młynów do mielenia dostarczamy głowice młynów, wloty paszowe, wałki szlifierskie, pierścienie jezdne pieca cementowego, koła zębate odlewnicze, blok wału. Dostarczamy również powłoki młynów konstrukcji i wyrobów spawalniczych.
Dokumenty dotyczące zapewnienia jakości
Do Działu Zapewnienia Jakości należy składać następujące raporty:
a.Raport z chemii
b.Raport fizyczny
c.Dokumenty dotyczące obróbki cieplnej
CITIC HMC Q/HM 973.2-2007
Specyfikacja odlewów staliwnych dla młynów szlifierskich
1 5
d.Raport z inspekcji ultradźwiękowej (przed i po naprawie)
mi.Raport z kontroli magnetyczno-proszkowej (przed i po naprawie)
f.Raport wymiarowy
g.Mapy naprawy spoin
h.Procedury spawania i protokół kwalifikacji procedury
i.Kwalifikacje spawacza
j.Kwalifikacje inspektora badań nieniszczących
|
Przedmiot
|
Cechy konstrukcyjne
|
Miara przetwarzania
|
Treść testowa
|
|
Obwód zębaty
|
(1)GS42CrMo4Stal stopowa (zastrzeżone standardy korporacyjne)
HB 220~240
(2) półstrukturalne, Y-Spoke
(3) śrubowy
(4) rozsądna struktura uszczelniająca i wyrównująca ze stali stopowej (własne standardy korporacyjne) |
(1) zewnętrzna rafinacja stali (RH argon i obróbka próżniowa)
(2) zastrzeżona technologia piasku wiszącego na zimno w celu zapewnienia odlewu, gęste zęby;
(3) normalizacja (zastrzeżona technologia), aby zapewnić twardość powierzchni zęba;
Później
(4) szorstkie frezowanie, czas zwolnienia, naprawa powierzchni złącza, a następnie drobna rolka
(5) zastrzeżona, domowa płyta grzewcza, drobna hobbing
|
(1) właściwości mechaniczne i skład chemiczny odlewów (norma wewnętrzna)
(2) obróbka zgrubna po testach dźwiękowych
(3) półwykończenie, wykończenie po badaniach ultradźwiękowych i kontroli cząstek magnetycznych;
(4) inspekcja cząstek magnetycznych powierzchni zębów, test twardości;
(5) kontrola tolerancji zębów
(6) fabryczny test obciążenia montażowego w celu sprawdzenia dokładności rozmiaru przekładni; |
Wymagania techniczne dużego pierścienia zębatego ZTIC:
1) jest wstępnie obrobiony przed normalizacją hartowania powierzchni, twardość powinna HB210 ~ 250;parametry mechaniczne to wytrzymałość graniczna Rb 690MPa, granica plastyczności Rs 490MPa, wydłużenie D5 11%, zmniejszenie powierzchni W 25% , udarność Ak 30J;zęby hartowane indukcyjnie, twardość HRC50 ~ 55;efektywna głębokość warstwy utwardzonej 3 ~ 5mm.
2) ogólna defektoskopia ultradźwiękowa, jakość wewnętrzna powinna spełniać dwa wymagania standardowe wymagania GB7233-87;kontrola cząstek magnetycznych zębów i filetów, jakość powinna spełniać dwa wymagania standardów GB / T9444-88.
3) Zauważ, że odlew nie jest zaokrąglony R5 ~ R10.
4) Fazowanie zębów na obu końcach i 1 45b.5) o dwie i pół szerokości zęba pierścienia każdego sprzęgła pierścieniowego wzdłuż krawędzi całego pierścienia wykonanego za pomocą śrub o wysokiej wytrzymałości, w połączeniu z powierzchnią zęba musi znajdować się w dolnej części .
2 duże procesy produkcji kół zębatych
2,1 szorstkiego
Półfabrykat do odlewania stali jest dostarczany przez zakład CITIC Heavy Machinery Co., Ltd. Heavy Forging, prowadzony przez normę GB11352-89, określa wymagania dotyczące modelowania zgodnie z procesem odlewania, wytapiania, odlewania, hit boxów, czyszczenia, opatrunków odlewów;.Podczas kontroli i akceptacji wg rysunków i wymagań technicznych dla wykroju stalowego
Kontrole, zgodnie z normami JB/T6402-92 wydawane po akceptacji
Procedura w dół.
2.2 obróbka zgrubna
Przecinane przez rysowanie i trzymanie naddatku, wyrównanie, łączenie, obróbkę zarówno wewnątrz, jak i na zewnątrz okręgu, łączenie frezowania czołowego, wiercenia i innych procesów.
2.3 Obrażenia eksploracyjne
Ogólna defektoskopia ultradźwiękowa, jakość wewnętrzna powinna spełniać dwa wymagania standardów GB7233-87.
2.4 normalizująca obróbka wstępna
Pary półpierścieniowe normalizujące i odpuszczające zapewniają dobrą organizację do późniejszego utwardzania powierzchni;rysunki prasowe deformacja kontroli półpierścienia po obróbce cieplnej.
2.5 Obróbka
Pierwsze dwa i pół pierścienia są wykonane za pomocą śrub o wysokiej wytrzymałości łączących pierścień jako całość, cały proces polega na narysowaniu koła zębów Quannei Wai oraz górnym i dolnym końcu, a następnie na rysowaniu i obróbce wymagań dotyczących procesu frezowania.
2.6 Eliminacja stresu związanego z przetwarzaniem
Cały pierścień wyżarzony w celu wyeliminowania naprężeń.
2.7 ogólne hartowanie powierzchni pierścienia
IF wzdłuż powierzchni wyrostka zębodołowego hartowanie indukcyjne, twardość HRC50 ~ 55, efektywna głębokość warstwy utwardzonej 3 ~ 5 mm.
2.8 Kontrola końcowa
Po pierwsze, hartowanie z częstotliwością wykrywania, twardość po odpuszczaniu zębów zębatych koronowych spełnia wymagania rysunków;po drugie, aby wykryć, czy maksymalna średnica zewnętrzna większy rozmiar D6944 jako odkształcenie 3 mm, wymagana korekcja mechaniczna do momentu kwalifikacji;Po trzecie, kontrola cząstek magnetycznych zębów i filetów, jakość powinna spełniać dwa wymagania standardowe wymagania GB / T9444-88;Wreszcie zgodnie z rysunkami i wymaganiami technicznymi dotyczącymi kontroli końcowej.


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!